玻璃灯工的基本技术
铜臭 / 2022-06-30
化验室中经常要用到一些小件玻璃仪器及零件,如滴管、毛细管、搅拌棒、洗瓶弯管等,如能自已动手制作既经济又方便。因此一个化验工作者掌握-些简单的玻璃灯工技术是很有必要的。
1.喷灯、火焰和小工具
加热玻璃管的喷灯可以用煤气喷灯,图1-2是一种最简单的灯工用煤气喷灯。外层通煤气,中间芯子通压缩空气或氧气加空气,气体流量另外用开关调节。如果没有这种灯,一般实验室加热用的煤气灯也能制作--些简单的零件,但不能制作接管、三通等。在无煤气时可以用液体燃料(煤油、汽油、酒精等)酒精喷灯最高温度能达到1000C,也可用于加工简单零件。
为了使玻璃加工顺利,首先要了解火焰的性质。-般火焰由三层组成,如图1-3所示。
在不加压缩空气时,煤气经喷灯至出口处遇空气中氧开始燃烧,火焰不分层,因供氧不足而呈黄色,火苗软,这时火焰温度为600C左右。叫作还原焰,俗称“文火”,操作时用来对玻璃预热和退火。

煤气-空气火焰,用调节空气量的大小来改变火焰的温度。适合软质玻璃和硬质玻璃的加工。煤气空气氧气火焰温度更高。
要拉制的 玻璃管在文火中预热后一:般放在火焰高度 的2/3处即氧化焰中加热,使玻管受热均匀,且加快熔融。
由于玻璃是热的不良导体,在加热和冷却过程中内外层温度不一样,热胀冷缩的情况不一样,从而使玻璃内部产生应力。因此加工好的玻璃仪器如不经退火在冷却后会自然爆裂,有的要隔相当长的一段时间或使用中受加热或其它因素影响而发生突然燥裂。故在玻璃加工后都应进行退火以消除应力。一般在文火中退火用接触面积大而温度不高的火焰烘烤加工的制品,再放在石棉网上在空气中慢慢冷却。复杂的玻璃仪器可以放在高温炉中进行退火。
吹制玻璃的小工具比较简单,主要有镊子(可用医用镊代替)、灯工钳、扁銼、三角油石、卡尺、钢直尺等。另外可用厚铁皮自制拍板用于玻璃管烧熔时拍平,还可自已制作铁或木制的锥形扩口器。小工具见图1-4

2.玻璃管的切割方法
加工前把玻璃管洗净、干燥。切割玻璃管的方法有以下几种。
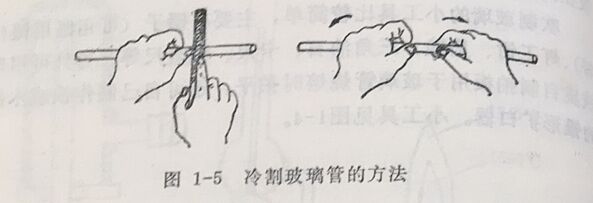
(1)冷割 直径小于25毫米的玻璃管均可采用,先用扁锉或三角锉、砂轮片划一稍深痕(不要来回锯划)或用金刚钻划一细痕,并用手指沾水或用湿布擦一下,两手迅速握紧玻璃管向两边及向下拉折,即可折断。操作如图1-5所示。为防止扎破手可垫布进行。注意体会划痕情况及拉力方向以获得平整截面。
(2)热爆 适用于管径粗,管壁较厚及切割长度短的玻璃管。用玻璃棒点料热爆的方法是:在需要切割的玻璃处划痕,取一段直径3~4毫米玻璃棒,一.端在小火焰申烧成熔珠状,迅速放在划痕一端,待熔珠硬化,立即以嘴吹气,使之骤冷,玻璃管即可爆裂。
此外还可用铁板夹扁火,使玻璃划痕处局部受热,然后吹气使之燥裂或用电阻丝加热再骤冷切割粗玻璃管
3.拉制滴管和毛细管
初学者首先要练习旋转玻璃管的方法,这在以后的各种加工中都需要用到,要反复练习,至能两手均匀旋转,不前后上下移动。一般用左手手心向下握住玻璃管,用拇指向上、食指向下推动玻璃管,左手与右手相反,向上托住玻璃管,并作同方向转动。操作方法见图1-6。

接着练习拉制滴管。截取直径8毫米左右管子一段,在要拉细处先用文火预热,然后加大火焰,并不断转动玻璃管,当玻管发黄变软时,移离火焰,向两边缓慢地边拉边旋转至所需长度,直至玻璃完全变硬方能停转。拉出的细管要和原粗管在同一轴 上,然后截断(可用油石),在锥形处再在火上烧软,拉成所需的锥形,最后截取所需长度,再把另一头烧成卷边,便于安装胶帽。卷边的方法是将玻璃管口在扁火焰上烧熔,用拍板将口部轻轻拍厚,再继续烧熔用灯工钳插入管内并张开,右手旋转玻璃管即可。如能做成有一个缩口的接头更好,方法是使玻管烧熔略收缩,旁边略堆料。滴管拉制方法见图1-7。
测熔点用毛细管也可以自己拉制。取一根直径10毫米壁厚1毫米左右的玻璃管,同上法在火焰上加热。当烧至变软时,离开火焰,两手同时握玻管作同方向来回转动,水平方向向

两边拉开,开始慢些,然后加快,拉成直径1毫米左右的毛细管,将合格的毛细管截成小段,两端在火焰边缘用小火烧封(成45°角边烧边转),冷却后存于试管内,同时从中间截开。
将不合用的毛细管或玻管在火焰中反复对折熔拉几十次后再拉成1~2毫米粗细,截成小段,存于瓶中,可在蒸馏时防爆沸用。
4.弯管
弯管有钝角、锐角、直角弯管和U形弯管之分。驾出的管子要求内侧不瘪,两侧不鼓,角度正确,不偏歪。
先介绍不吹气的简易弯管方法,将一段玻璃管在鱼尾灯头 上加热,使受热部位达5 ~8厘米长,没有鱼尼灯头可用两块小耐火砖置于火焰上方,夹扁火焰,或斜置玻璃管并略移动玻管来扩大受热面积,当玻管软化后从火中取出,随着玻管中段软化向下弯曲,两手轻轻向上弯曲至所需角度。如一次加热达不到所需角度,常需分几次弯。弯好的玻管应在同一平面上。此种弯管可符合一般要求。弯得正确的弯管及弯得不好的管见图1-8。

稍粗的玻管,最好在弯曲的同时从一端吹气(另一端事先用塞子堵住)。这时火焰宽度不要超过玻管直径的2倍。如弯曲处有折瘪,可加热局部轻微吹气来矫正。弯管在截取所需长度 后,两端要在火焰边缘处一边烧一边来 回转动使其平滑,不应烧得太久,以免管口缩小。
5.制作小试管
有时需要自制称样管,灼烧管等,需要将玻管的一端封住。方法是在窄的火焰上旋转加热玻璃管,至软化时,双手即边转边拉,使熔融部位收缩变细,最后断开,在锥体顶端加热将尾管拉出,使锥体尖端熔封,继续加热使熔融的玻管均匀增厚,移离火焰,边转边吹气,吹成圆底。制作方法见图1-9。
6.玻璃棒的加工
将玻璃棒藏成所需长度,把截端放在火上烧圆即成搅拌棒,注意大小不同的烧杯应配以长短、直径相适当的搅拌棒。搅拌棒长度一般为烧杯高度的一倍半。如要作小平铲,可把玻棒一端烧软,同时将平口钳的错口加热,把玻棒移离火焰用平口钳轻夹即成。如要作成药勺同时加以弯曲即可。将玻棒-.端烧红后在石棉网上轻按可作成平头玻璃棒,用于压碎样品。玻棒加工品见图1-10。
7.玻璃磨口塞的修配
有时买来的滴定管或容量瓶等的磨口塞漏水,可以自己再进行磨口配合。把塞子和塞孔洗净,沾上水,涂以很细的金刚砂(顺序用300号和400号金刚砂,禁止用粗颗粒的,因为它擦出的深痕以后很难去掉)把塞子插入塞孔,用力不断转动,使其互相研磨,经过一定时间取出检查是否磨配合适。磨好的塞子不涂润滑油也不应漏水,接触处几乎透明。
8.在玻璃上作永久性编号的方法
成批加工的磨口小瓶应该保持瓶和塞的配套性,可以在瓶和塞上编以相同号码。在玻璃上写字,一种方法是用氢氟酸原蚀,另一种方法是扩散着色。
(1)用氢氟酸腐蚀在要写字的玻璃处刷上蜡,用针写上字。然后滴上50~60%的氢氟酸,或加少许氟化钙粉末,滴 1滴浓硫酸(注意切勿沾在手上! )数分钟到二十分钟后用水冲去氢氟酸,除去蜡后,可见字迹。
(2)护散着色现介绍一种铜红法。
用此配方配制的试剂在玻璃上写字,然后进行热处理,普通料玻璃在450~480°C,硬料玻璃在500~550°C烘20分钟,使铜红原料扩散到玻璃中,冷却后洗去渣子,字迹清晰呈现。二氧化锰和水玻璃研磨混合后在小瓶上写字,然后在煤气灯火上烤至暗红色,慢慢退火后,字也永久不掉。